Product Description
Product Description
| Item Name | Agricultural Roller Chains | Model | Standard |
| Row | / | Application | Machinery Parts |
| Suiface Treament | netural/sand-blasted/shot-peening | Certification | ISO, ANSI, DIN, BS |
| Packing | Packaged in boxes and wooden cases, or packaged in reels and then on pallets | Port | Any sea port or airport in china |
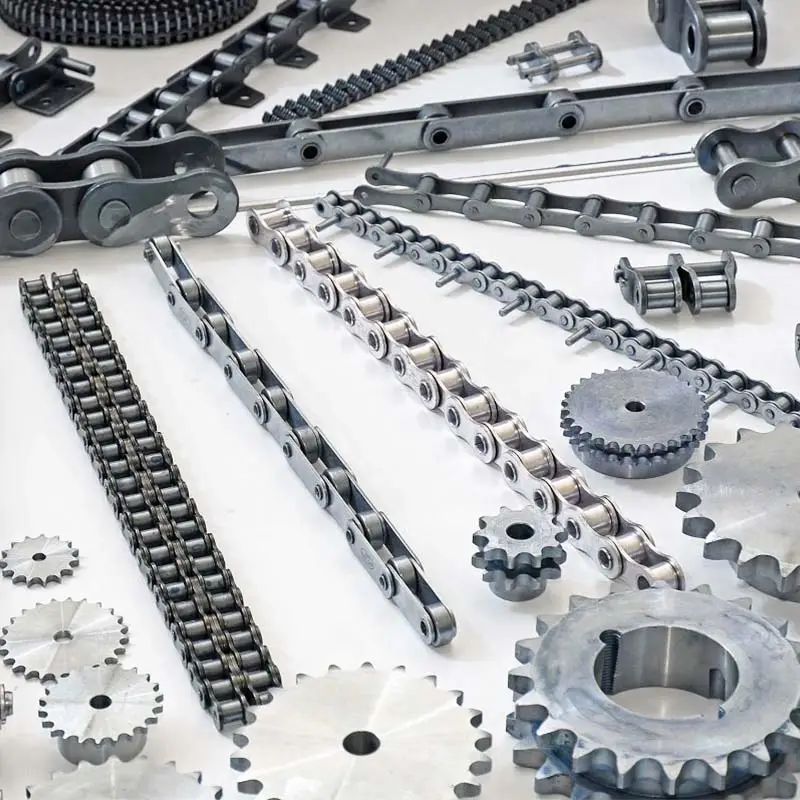
Agricultural chains, also known as farm machinery chains, are specifically designed for use in
agricultural equipment and machinery. These chains are used to transmit power from the tractor
to various attachments, such as plows, cultivators, and harvesters.
Agricultural chains are made from high-quality materials that are resistant to wear and corrosion.
They are designed to withstand the harsh conditions of the farm, including exposure to dirt, dust,
and debris. These chains are available in a variety of sizes and configurations to fit different
types of farm machinery.
In addition to their strength and durability, agricultural chains are also designed to provide smooth
and efficient power transmission. This helps to increase the productivity of the equipment and
reduce downtime for maintenance and repairs.
Overall, agricultural chains play a critical role in the operation of farm machinery, ensuring that
farmers can efficiently and effectively carry out their work.
Other Products
Company Profile
Packaging & Shipping
After Sales Service
Contact us
| Standard or Nonstandard: | Standard |
|---|---|
| Application: | Textile Machinery, Garment Machinery, Conveyer Equipment, Packaging Machinery, Electric Cars, Motorcycle |
| Surface Treatment: | Netural/Sand-Blasted/Shot-Peening |
| Structure: | Roller Chain |
| Material: | Carbon Steel |
| Type: | Short Pitch Chain |
| Samples: |
US$ 3.45/Meter
1 Meter(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
What are the benefits of using a roller chain in conveyor systems?
Roller chains offer numerous advantages when used in conveyor systems, making them a popular choice for material handling applications. Here’s a detailed answer to the question:
1. High Strength and Load Capacity: Roller chains are designed to withstand heavy loads and provide reliable power transmission in conveyor systems. They have excellent load-carrying capacity and can handle substantial weights, making them suitable for conveying bulk materials or heavy objects.
2. Smooth and Efficient Operation: Roller chains offer smooth and efficient operation in conveyor systems. The rollers on the chain engage with the sprockets, reducing friction and allowing the chain to move smoothly along the conveyor. This ensures efficient material transfer and minimizes energy consumption.
3. Wide Range of Sizes and Configurations: Roller chains are available in various sizes and configurations to accommodate different conveyor system designs and load requirements. This versatility allows for customization and ensures compatibility with different conveyor types, such as flat-top, slat, or apron conveyors.
4. Adaptability to Harsh Environments: Roller chains are capable of operating in harsh environments typically encountered in conveyor systems. They can withstand dust, dirt, moisture, and temperature variations, making them suitable for both indoor and outdoor applications. Additionally, roller chains can be made from corrosion-resistant materials or coated to enhance their durability in corrosive or abrasive environments.
5. Easy Maintenance and Replacement: Roller chains are relatively easy to maintain and replace in conveyor systems. Regular lubrication and inspection help extend the chain’s lifespan and prevent premature wear. If necessary, individual chain links or sections can be replaced without replacing the entire chain, minimizing downtime and maintenance costs.
6. Cost-Effectiveness: Roller chains are cost-effective compared to alternative conveyor systems. They offer a balance between performance, durability, and affordability, making them a cost-efficient choice for various industrial applications.
Overall, using a roller chain in conveyor systems provides high load capacity, smooth operation, adaptability to harsh environments, ease of maintenance, and cost-effectiveness. These benefits make roller chains an excellent choice for efficient material handling and transportation in industries such as manufacturing, distribution, logistics, and warehousing.
What are the benefits of using a roller chain in material handling systems?
Roller chains offer several benefits when used in material handling systems. Here’s a detailed answer to the question:
1. High Load Capacity: Roller chains are designed to handle heavy loads. They have the strength and durability to support the weight of materials being transported in material handling systems. The multiple contact points provided by the rollers distribute the load evenly, reducing stress concentrations and ensuring efficient load carrying.
2. Reliable Power Transmission: Roller chains provide reliable power transmission in material handling systems. They efficiently transfer power from the motor to the moving components, such as conveyors, lifts, and sorting systems. The precision engineering of roller chains ensures smooth and consistent power transfer, minimizing slippage and maximizing operational efficiency.
3. Flexibility and Versatility: Roller chains are available in various sizes, pitches, and configurations, offering flexibility in design and application. They can be easily adapted to different material handling system layouts and requirements. Roller chains can accommodate both horizontal and vertical movements, making them suitable for a wide range of material handling applications.
4. Durability and Longevity: Roller chains are known for their durability and resistance to wear. They are designed to withstand the demanding operating conditions typically encountered in material handling systems, such as high speeds, heavy loads, and exposure to dust, debris, and contaminants. Proper lubrication and maintenance can further enhance their longevity and reliability.
5. Easy Maintenance: Roller chains are relatively easy to maintain. Regular lubrication and periodic inspection can help ensure smooth operation and detect any signs of wear or damage. Chain tension can be easily adjusted to maintain optimal performance. In the event of chain wear or failure, individual chain links can be replaced, minimizing downtime and maintenance costs.
6. Cost-Effective Solution: Roller chains offer a cost-effective solution for power transmission in material handling systems. They are generally more affordable compared to alternative systems such as belts or gears. Additionally, their durability and longevity reduce the need for frequent replacements, resulting in cost savings over the system’s lifespan.
When selecting a roller chain for a material handling system, factors such as load capacity, speed, environmental conditions, and specific application requirements should be considered. Regular maintenance and inspection are essential to ensure optimal performance and to identify any potential issues that may require attention.

What safety precautions should be taken when working with roller chains?
Working with roller chains requires following specific safety precautions to ensure the well-being of operators and prevent accidents. Here is a detailed answer to the question:
1. Personal protective equipment (PPE): Operators should wear appropriate PPE, including safety goggles, gloves, and protective clothing, to protect themselves from potential hazards such as flying debris, oil splashes, or pinch points.
2. Training and knowledge: Operators should receive proper training on the safe operation and maintenance of roller chains. They should be familiar with the equipment’s components, functions, and potential hazards associated with chain handling, tensioning, and lubrication.
3. Lockout/tagout procedures: Before performing any maintenance or repair work on machinery equipped with roller chains, proper lockout/tagout procedures should be followed to isolate and de-energize the equipment. This ensures that unexpected startup or movement of the chain does not occur, reducing the risk of accidents.
4. Inspection and maintenance: Regular inspection and maintenance of roller chains are essential to identify any signs of wear, damage, or misalignment. Operators should follow the manufacturer’s guidelines for inspection intervals and perform necessary maintenance tasks, such as lubrication, tension adjustment, and sprocket alignment, to keep the chain in optimal condition.
5. Proper tensioning: Maintaining the correct tension in the roller chain is crucial for its safe and efficient operation. Overly tight or loose chains can lead to excessive stress, premature wear, and potential chain failure. Operators should adhere to the recommended tensioning guidelines provided by the manufacturer.
6. Guarding and barriers: Installing appropriate guarding and barriers around roller chain assemblies can help prevent accidental contact with moving parts. This includes the use of chain guards, covers, or enclosures to minimize the risk of entanglement or injury.
7. Cleanliness and housekeeping: Keeping the work area clean and free from debris, oil spills, or other potential hazards is important to maintain a safe working environment. Regular cleaning of the roller chain and surrounding equipment helps prevent contamination, improves performance, and reduces the risk of slips and falls.
8. Risk assessment: Before working with roller chains, it is essential to conduct a thorough risk assessment to identify potential hazards and implement appropriate control measures. This includes evaluating factors such as load capacity, speed, environmental conditions, and specific requirements for the application.
By following these safety precautions, operators can minimize the risk of accidents and ensure the safe operation of machinery equipped with roller chains.


editor by CX 2023-09-07